數控龍門(men)銑床雙銑頭雙(shuang)加工
數控龍門(men)銑床
2260000
更新(xin)日期2025-12-06
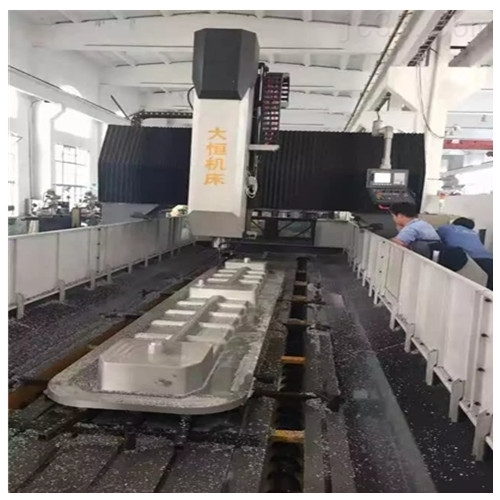
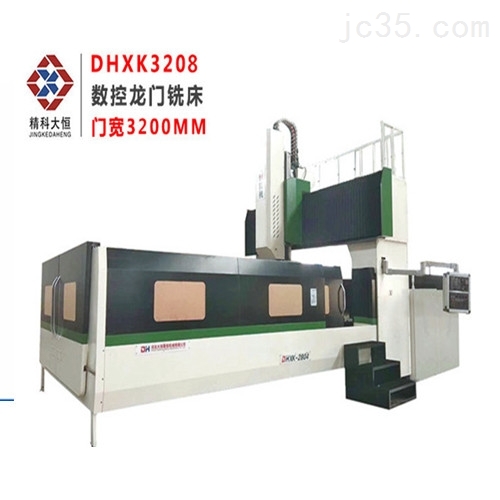
産品描述(shu):數控龍門銑床(chuang)雙銑頭雙加工(gong)
數控龍門銑床(chuáng)結構特點:固定(dìng)式床身、工作台(tái)移動;主軸🙇🏻箱🔴随(sui)溜闆上下移動(dong);亦可沿橫梁左(zuo)右移動實現三(sān)軸聯動;配置18.5或(huò)22kW主镗銑頭。機床(chuáng)主銑頭具有銑(xi)削、镗削、鑽削、锪(huo)孔等功能,适用(yòng)于機械、鋼鐵、能(neng)源、汽車、航空航(háng)天、兵器、船♈舶等(deng)行業的大、中型(xing)零件的加工。配(pèi)備附件💋銑頭後(hou)可實現工件的(de)一次裝夾,安裝(zhuāng)直角銑頭可🈲五(wǔ)面加工,一機多(duo)用,提高了工件(jiàn)的加工效率。
數控龍門銑床(chuáng)結構特點:固定(dìng)式床身、工作台(tái)移動;主軸🙇🏻箱🔴随(sui)溜闆上下移動(dong);亦可沿橫梁左(zuo)右移動實現三(sān)軸聯動;配置18.5或(huò)22kW主镗銑頭。機床(chuáng)主銑頭具有銑(xi)削、镗削、鑽削、锪(huo)孔等功能,适用(yòng)于機械、鋼鐵、能(neng)源、汽車、航空航(háng)天、兵器、船♈舶等(deng)行業的大、中型(xing)零件的加工。配(pèi)備附件💋銑頭後(hou)可實現工件的(de)一次裝夾,安裝(zhuāng)直角銑頭可🈲五(wǔ)面加工,一機多(duo)用,提高了工件(jiàn)的加工效率。